


螺旋风管制作工艺
1、划线要据风管的不同尺寸形状和规格分别进行,同时对一段风管要完整进行,防止划线错孔和下料的多少有误。
2、板材剪切依据划线的阶段不同,分别进行,同时必须进行下料的复核,以免有误。按划线形状用机械剪刀进行剪切。
3、剪切时,手严禁伸入机械压板空隙中,上刀架不准放置工具等物品,调整板料时,脚不能放在踏板机上,使用固定式震动剪两手要扶稳钢板,手离刀口不得小于5cm,用力均匀适当。
4、板材下料后在轧口之前,必须用倒角机或剪刀进行倒角工作。
5、金属薄钢板制作的风管用咬口连接、、铆钉连接、焊接等不同方法。
6、咬口宽度和留量要根据板材厚度而定。


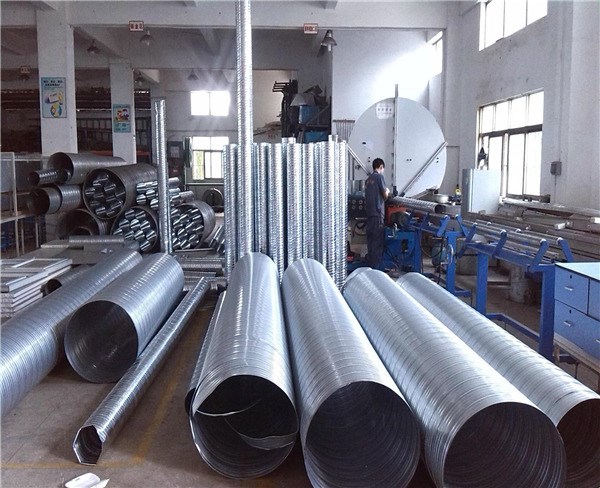





螺旋风管是怎么炼制而成的?
1、旋风管的安装显著地减少了管与管之间的连接点,使管件结合部的泄漏减少到较低程度,铁皮螺旋风管,典型的螺旋风管长度是3~6m,而典型的矩形风管的长度只有1~1.5m;且连接两个螺旋风管只需一个管接件,螺旋风管公司,而传统的矩形风管的连接则常常需要一个完全独立的双法兰系统。
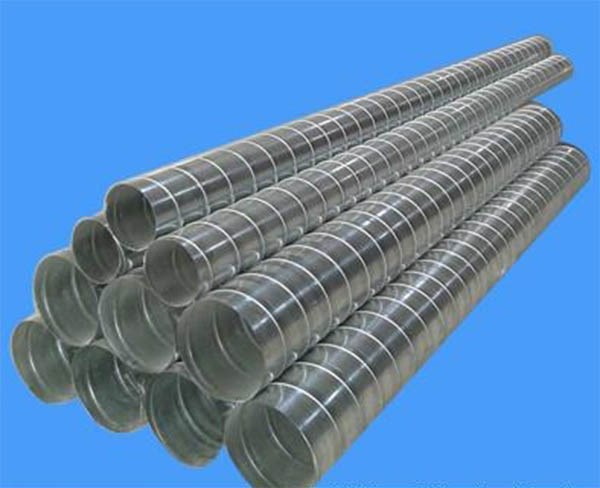
2、准化产品。
螺旋圆风管的配件(管件和接头)的生产已高度自动化、系统化,并具有工业化的质量控制。
3、用低。
圆形风管系统的安装时间只有相类似的矩形管道的1/3。
4、通常只需较小的安装空间。
在不增加任何压降的情况下,相同的安装空间内直径为200mm的圆形管道可取代250×150mm的矩形管道。在不增加额外安装空间的前提下,螺旋风管批发,数条平行的圆形管道可取代扁平矩形管道。
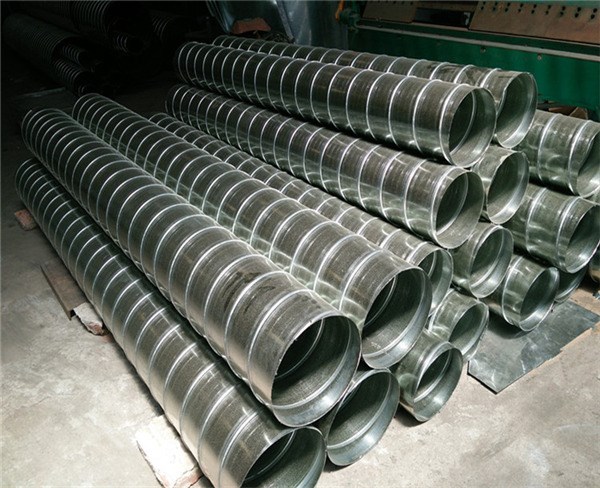
简析大口径螺旋风管的安装方式
1支吊架制造装置
依据标准的规定,对于相反规格的风管采纳相反大小的支吊架。吊杆的长短要依据大口径螺旋风管的分寸和装置高低,以及楼层梁或者钢架的高低来下料加工。吊杆的吊码用角铁加工,吊杆的末端指纹丝牙要满意调理大口径螺旋风管扬程的规定,吊杆的顶板与角铁码铆接流动,吊杆油防锈漆和面漆各两遍。吊杆制造好后,就能够依据大口径螺旋风管的安排方向继续装置,合肥螺旋风管,距离相符设想及标准的规定。
2风管吊装
依据设想图纸和国家标准的规定,继续风管装置。大口径螺旋风管装置前,办好拆卸件的干净任务,以后,依据图纸风管各体系的散布,依照制造好的风管编号继续陈列、结合,核查风管分寸,所在轴线地位相符图纸后,方可吊装。





 在线客服
在线客服 18158850600
18158850600 393172868@qq.com
393172868@qq.com


